钛及钛合金具有拥有优异的耐腐蚀性能、密度小、比强度高、高温性能好等一系列优点,是新兴的结构材料和功能材料,目前广泛应用在航空航天、石油化工、造船、汽车、医药等部门在钛合金常规产品类型中,板材是用量最大的一种,已占到钛材市场的56%左右。在对板材的要求方面,要求化学成分稳定、无偏析,组织细化、均匀,性能稳定,表面光洁、美观、无缺陷等。占钛合金板材半壁江山的冷轧板,其最主要的质量问题是表面缺陷。
由于冷轧钛板的冶金生产流程长、规格薄,因此容易出现诸如线状缺陷、孔洞、夹杂、翘皮、气泡等缺陷。统计发现,表面缺陷主要有金属与非金属压入物类、孔洞类、机械损伤类、表面裂纹类、油污类和起皮类等。因此有必要对冷轧板材的表面缺陷形成原因进行分析,进而找出相应的预防方法,减少或消除表面缺陷,提高冷轧板产品质量。
1、常见的缺陷及形成原因
1.1 夹杂类缺陷
对于冷轧钛板来说,最容易出现的压入物问题如图1。钛板边部毛刺和表面异物被压入产品表面,冷轧板在生产过程中如果不对异物进行处理,或造成质量问题,使冷轧板的性能下降。
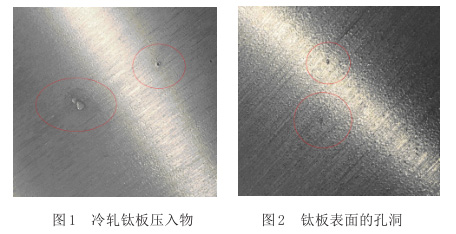
还会导致外观不符合标准,异物的压入会是颜色不均匀,在当前高标准精度要求的前提下,生产出来的产品是无法达到此标准的。因此及时清除板坯边部毛刺和表面异物,搞好文明生产。
1.2 坑洞类表面缺陷
坑洞是薄材钛板中常见的一种表面缺陷。钛板表面的孔洞图2图3,大部分冷轧轧制后才能形成孔洞,一小部分热轧表面即已形成孔洞。在凹坑缺陷中,一般可见异常组织,也有出现夹杂物的情况。酸洗时氧化皮没有清除干净,或轧制环境不干净,污物沾附表面,或轧辊未及时磨削,在轧制时就会被压入薄板坯形成缺陷。凹坑缺陷出现在板材轧制面之一的局部区域,有时1个钛板板材有1~2处肉眼可见的缺陷,严重时可达5~6处。缺外貌陷区有密集凹坑,呈蜂窝状,已失去原有的金属光泽。
1.3 机械性损伤缺陷

划伤、辊痕、压折是比较常见的机械性损伤缺陷,外观表现为压痕、划伤,其形态各异,尺寸大小不一。划伤的产生是导板、辊道以及工具不清洁,有棱角毛刺等(如图5),轧制时划伤表面。划伤的问题如果不仔细检查,在后续的生产中对零件的冲压会造成开裂,如果是划伤面积大且深度比较深,会直接导致零件的报废。如辊痕的出现或导致钛板出现连续性的凸状,还有折叠的凹痕都是会造成钛板的质量出现问题,(如图6)。以上问题的出现是与轧辊表面的磨损有关系,磨损严重、板角被压都会造成轧辊出现凹坑,如图4)。

1.4 表面裂纹类缺陷
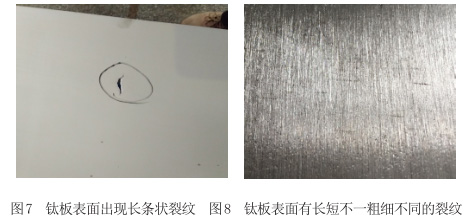
表面裂纹缺陷钛板中常见的一种表面缺陷,主要是由于来料裂边未除净,轧制时发生扩展。裂纹沿轧制方向分布较为密集,但不连续,其形态表现为长短不一,粗细不同的长条状裂纹(如图7图8)。冷轧加工率过大,轧制时边部被拉裂。钛板在退火时不均匀,容易造成不均匀的表面变形,随着这种变形在同道次中的累积最终会导致了边裂的产生。轧辊曲线配置不合理,也可引起边裂。
对来料进行检查,出现裂边的材料要及时清除干净,在进行轧制过程中心,要调整好规程,掌握好轧辊曲线,在退火上要对工艺进行不断的改进。严格把控原材料的质量问题,对于选用的原料要保证其合金质量,在进行退火完成后进行碱酸洗时,要保证足够的时间,还有对表面出现的孔洞等质量问题要进行及时的清除,保证干净无质量缺陷。
1.5 表面起皮类缺陷
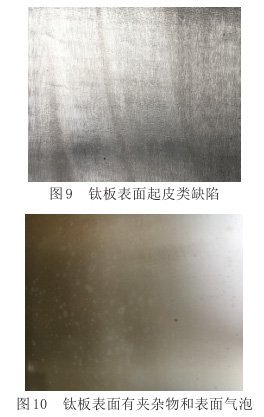
表面起皮类缺陷产生的主要原因是钛板表面受到了夹杂物和表面气泡的影响。道次加工率小,轧制道次过多,钛板轧制的过程中,经过压合作用,最后形成了表面起皮类缺陷。(如图9图10)。
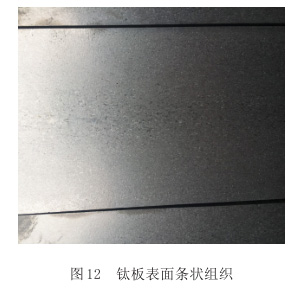
1.6 表面粗晶和条状组织
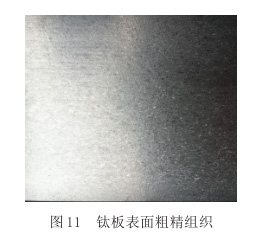
表面粗精和条状组织的出现出现是由于挤压和锻造所造成的,合金板坯在加工是没有能够达到加工率,在退火时的再结晶没有充分形成,所以导致轧时出现此类问题(如图11图12)。解决此问题的方法记一下保证退火温度达到要求,在进行开坯时要就要保证合金板坯足够的变形,让在结晶进行的更充分。
2、防止表面缺陷的有效控制措施
2.1 优化熔炼、强化设备管理
冷轧钛板的过程中,工艺参数是非常重要的,所以要对参数进行优化,让材料组织能够更加具有均匀性,对功率密度也要进行严格的控制,让钛熔体在炉床的时间达到标准,从而保证合金元素能够更加均匀话,杜绝出现偏析问题。
轻微小面积压痕可对工作辊进行及时修磨,严重压痕更换工作辊。根据轧制规格变化及时进行轧辊的调配,改善轧辊冷却,降低钛板的变形不均。①勤观察、勤换辊,如压下无力,轧辊直径小、磨损不均时,应及时换辊 ;②认真验收来料,严格执行中间坯标准,如发现来料横向板差大、“山"形铁等缺陷,应及时分选并单独组织生产 ;③尽量用干净的机械油作润滑剂,如轧辊温度过高,也可以油、水混合轧制,但要防止板温和辊温不均 ;④将工作辊轴承箱两侧加厚,增加滑板厚度,防止串动 ;⑤合理分配压下(按压下量随道次逐渐减小的原则),使其均匀变形。以上措施基本上解决了纯钛冷轧板的板形问题。
2.2 加强坯料的管理
严格坯料质量检查,确保热轧原料厚度精度,对严重超厚或超薄部分应切除。缺陷及时清理,不合格的坯料不投产 ;控制轧制的抛出速度,保持适当的压下量,使下应力与系统保持一致。
2.3 加强工序间的管理
人员进入工序间需更换工服,穿戴劳保鞋,佩戴鞋套,最大程度保持工序间的干净整洁,及时打扫工序间卫生,生产前清理轧辊,保证轧辊光亮无缺陷。
2.4 及时清理油污,防止斑迹缺陷
避免机组漏油,提高各种溶液质量(透平油、变压器油、轧制油、棉轩油、愿麻油、棕榈油)、避免带料非正常停机,可以有效的控制班迹缺陷。
碱酸洗不良出现的原因是很多种,生产细节上出现问题就会导致碱酸洗不良的出现,其主要分为酸洗不良和酸洗过度问题。这会对冷氧板的硬度和厚度再次影响,解决酸洗不良问题主要是控制好冷轧板的质量和生产工艺,不管是从规格还是温度等都要保证合理,必须严格按照工艺进行执行,对于材料的质量要做好检查,及时清除杂志,从而提高成品的质量。
参考文献
[1] 贾翃,逮福生、郝斌.2018年中国钛工业发展报告,钛工业进展,2019,36 (3):42 ~ 47.
[2] 田俊冷轧板夹杂类表面缺陷研究《武汉科技大学硕士论文》2009.05.05.
[3] 杜礼章工业纯钛板材生产工艺研究《特钢技术》-2008-12-25.
相关链接






